铸铁焊接平台整体性能的改善方法和影响精度的外在因素:
铸铁
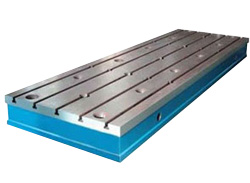
焊接平台用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。
普通灰口铸铁或球墨铸件表面或薄壁处在铸造过程中因冷却速度过快出现白口,铸铁焊接平台铸铁件无法切削加工。为消除白口降低硬度常将这类铸铁件重新加热到共析温度以上(通常880~900℃),并保温1~2h(若铸铁Si含量高,时间可短)进行退火,渗碳体分解为石墨,再将铸铁件缓慢冷却至400℃-500℃出炉空冷。在温度700-780℃,即共析温度附近不宜冷速太慢,以便渗碳体过多的转变为石墨,降低了铸铁件强度。
提高韧性的球墨铸铁焊接平台退火球墨铸铁在铸造过程中此普通灰口铸铁的白口倾向大,内应力也较大,铸铁焊接平台铸铁件很难得到纯粹的铁素体或珠光体基体,为提高铸铁件的延性或韧性,常将铸铁件重新加热到900-950℃并保温足够时间进行高温退火,再炉冷到600℃出炉变冷。
提高球墨铸铁强度的正火球墨铸铁正火的目的是将基体组织转换为细的珠光体组织。工艺过程是将基体为铁素体及珠光体的球墨铸铁件重新加热到850-900℃温度,原铁素体及珠光体转换为奥氏体,并有部分球状石墨溶解于奥氏体,经保温后空冷奥氏体转变为细珠光体,因此铸件的强度提高。
球墨铸铁的淬火并回火处理球墨铸造件作为轴承需要更高的硬度,常将
铸铁平板件淬火并低温回火处理。工艺是:铸件加热到860-900℃的温度,保温让原基体全部奥氏体化后再在油或熔盐中冷却实现淬火,后经250-350℃加热保温回火,原基体转换为回火马氏体及残留奥氏体组织,原球状石墨形态不变。处理后的铸件具有高的硬度及一定韧性,保留了石墨的润滑性能,耐磨性能更为改善。
铸铁焊接平台的测量精度除了和本身质量有关以外,还和外界有很大的联系,特别是来自外界的杂物影响。假如来自外界的杂质粘附在铸铁平台外表上,必定就会致使测量外表不均匀,被测物体不能平稳地放置在铸铁平台上,影响测量成果。并且杂质还会对铸铁平台质量发生晦气影响,所以要定时对铸铁焊接平台的杂质进行整理。
一般来说,杂质除了来自外界的,在施工过程中也会有杂质发生,咱们要寻觅源头,然后对症下药。常见的杂质影响是铸铁平台铸件的落砂,其实落砂是加工铸铁平台的一道主要工序,简略的说即是从砂型中取出
铸铁平台的过程,尽管看似简略的工序也存在很大学识,一旦没有掌握好落砂前开箱的时刻,就会添加机械加工的困难,因为时间掌握的不好会致使铸铁焊接平台的外表发生脆性,不但会下降出产功率,成功率也会下降许多,所以落砂是需求小心翼翼的。
落砂以后,铸铁焊接平台外表就会有残留的砂子,和咱们平时所看到的砂子不一样,普通的砂子都是非常枯燥的,没有任何粘结性,可是落砂往后的砂子会因为被烧结而粘附在铸铁平台外表,因而一定要进行处理。准确的处理办法即是先用钢丝把铸铁焊接平台外表的砂子刷掉,或许用风铲等工具进行辅佐,然后再进行清洁即可。假如是类型比较小的铸铁焊接平台还能在主动滚筒中清洁,也就免去了人工劳务。