机床工作台铸件铸造工艺很重要:
在
机床工作台铸件实际生产中,应根据每个机床工作台铸件的结构特点选择相应的铸造工艺。大型机床工作台铸件主要有细长形(如横梁、床身)、圆形(如工作台)和高大型(如尾座体、主轴箱体),如细长形的横梁和床身,为了防止铸件变形,模样设计出预变形挠度,即铸件的反变形量,这种铸件的中间型腔砂芯通用性较好,可以减少芯盒的数量;圆形铸件的中心孔较大时,可将中心孔圆形砂型分成1/2或1/4,从而减小芯盒的尺寸。至于外围的扇形型芯,通用性也很高。
对于大型
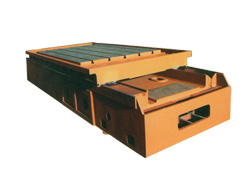
机床工作台铸件,除了轮廓尺寸大,壁厚也较大,因此所采取的工艺措施显得非常重要。我公司生产
铸铁平台 (1)冷铁分为内冷铁和外冷铁,对于尾座体、主轴箱体、工作台的厚大部位,在其内部我们设计了焊接内冷铁架(材质为钢筋),外部放置石墨冷铁。
(2)保温冒口针对铸件上箱的厚大部分,放置不同规格的保温冒口,可以起到较好的补缩效果,且减少金属液用量。
(3)对于高大型铸件,我们设计两套浇注系统,上面为一套(距上箱约1/3总高),中下区域为一套,铁液先充入中下区域的浇注系统,上面浇注系统后进,同时,上面的铁液温度比先浇的要高一些,这样的浇注系统对铸件有很好的补缩效果。
(4)铸造工艺模拟对大型铸件的各种预设工艺方案进行模拟,可以避免大型铸件不能先试验在生产带来的风险,可以提高大型铸件的成功率,我厂的105t工作台、78t立柱、87t尾座体、95t主轴箱体都曾进行工艺模拟,起到了为质量保驾护航的作用。
机床工作台铸件生产工序多、影响因素多,质量控制难度大,特别是大型机床床身铸件,无论从工装、造型工艺和熔炼方面都有很高的要求,每一个细节都需处理好。尤其是铁液的质量对于铸件生产的成败很关键,除了满足材质的牌号要求外,铁液的温度、性能等都对铸件有影响。裂纹是大型铸件的一个敏感问题。另外,根据零件的结构特点选择合适的原材料和配比,对于
大型机床床身铸件的浇注成功也至关重要。我公司生产装配平台
还有一个问题是值得厂家注意的就是如何提高机床床身铸件的硬度。想要对
机床床身铸件的硬度有所提高就要采用连续式水冷冲天炉来冶炼浇铸的机床床身铸件,一般对其铸件硬度有 的要求,通常在180HB以上,为达到此硬度条件,需要采取的措施,具体是:
提高出炉温度,硬度是与铁液过热温度有关,出炉温度高时,铁液中夹杂物少不易氧化,硬度就高。为提高铁液温度,采取以下措施:对冲天炉内部结构进行改进,缩短炉缸高度,风口处修成卡腰形,主要目的是提高送风强度,强化底焦燃烧,从而提高铁液过热温度。对原有的风机进行技术改造,提高送风强度,使底焦充分燃烧,提高铁液过热温度。采用大批量 焦炭,这样既降低成本,也达到了提高铁液温度的目的。
细化晶粒:晶粒的大小对金属的力学性能有很大影响。晶粒越细,金属的强度越好,组织越均匀,硬度波动越小。需要: 先,针对冲天炉出炉温度相对低的特点,选择粒度较细的孕育剂75SiFe。其次,除了在炉前进行孕育外,在浇注过程中进行2次顺时孕育,以便 有效细化晶粒。
合金化处理:提高床身铸件硬度,一般采用提高w(Mn)的方法,但生产发现加Sn的效果 ,由于Sn的熔点较低(231.5℃),为减少烧损量,可以在浇包中加入Sn合金。
另外,为提高Sn合金的加入效率,对床身铸件的内浇道进行改进,把常见的双面同时进铁式浇注系统,改为双面阶梯顺序进铁式浇注系统,这样改进,降低了Sn的总加入量,同时满足了质量要求。